
È difficile per noi rendere la testa di taglio assolutamente priva di inquinamento, ma possiamo prolungare il tempo di servizio e ridurre il grado di inquinamento attraverso alcuni metodi, in modo da migliorare la durata di servizio della testa di taglio e ridurne i costi di manutenzione e riparazione .
Per i fattori di contaminazione sopra elencati che portano alla lente della testa di taglio, le misure corrispondenti possono essere adottate come segue:
1. Migliorare il metodo di installazione della testa della fibra ottica
Migliorare il metodo di installazione in modo che la testina della fibra ottica sia inserita orizzontalmente nella testina di taglio e bloccata.Tieni presente che l'ambiente circostante dovrebbe essere il più pulito possibile.Se ci sono molte particelle sospese (polvere) in giro, si consiglia di eseguire questo lavoro prima di andare al lavoro alle 6.00 del mattino.
2. Migliorare l'effetto di tenuta della testa di taglio
Secondo l'attuale livello di produzione meccanica, anche con la tecnologia tedesca più avanzata, la testa di taglio laser non può essere completamente sigillata.Nel processo di utilizzo successivo, la polvere inevitabilmente entrerà e contaminerà l'obiettivo.Il motivo è che la temperatura della testa di taglio aumenta durante il processo di taglio (la testa di taglio
Quando la temperatura è<55*C, può essere tagliato normalmente), la pressione dell'aria interna aumenterà e parte del gas verrà espulsa dalla testa di taglio ed emessa nell'ambiente circostante.Dopo che la testa di taglio smette di funzionare (dopo che i lavoratori scendono dal lavoro), quando la temperatura interna scende alla temperatura ambiente, la pressione dell'aria interna è inferiore alla pressione dell'aria ambiente e l'aria esterna contiene polvere
Il gas verrà pressato nella testa di taglio finché le pressioni dell'aria interna ed esterna non saranno bilanciate, a quel punto la testa di taglio sarà contaminata.
L'idea per risolvere questo problema è quella di mantenere la pressione dell'aria all'interno della testa di taglio sempre positiva (maggiore della pressione dell'aria ambiente), in modo da isolare il gas della polvere nell'ambiente dall'entrare nella testa di taglio.
I metodi di miglioramento sono i seguenti:
(1) Alimentare sempre gas pulito, asciutto e privo di olio nella testa di taglio (si consiglia azoto, pressione 0,15 bar)<0,3 bar);<br /> (2) Installare il sistema di respirazione e mantenere sempre l'interno della testa di taglio in uno stato di pressione positiva.
3. Riposizionare correttamente lo specchio protettivo
Quando si sostituisce lo specchio protettivo è necessario essere veloci;e mentre si estrae la scatola della finestra dello specchio protettivo, sigillare immediatamente la finestra superiore della testa di taglio con nastro di carta (l'apertura di installazione della scatola della finestra dello specchio protettivo) e non lasciare che oggetti sporchi la tocchino.Occhiali protettivi, mentre l'operatore non può parlare (per evitare schizzi di saliva sulla protezione
specchio).
4. Progettazione ragionevole della sequenza di controllo della macchina utensile
La velocità di propagazione della luce è maggiore della velocità di trasmissione del gas e il gas di taglio ritarderà durante il taglio o la foratura.Il laser inizia la lavorazione e il gas da taglio non ha ancora raggiunto la pressione o la portata richiesta, con conseguente contaminazione dello specchio protettivo.
I metodi di miglioramento sono i seguenti:
(1) Modificare i tempi dell'emissione di luce e dell'emissione di gas (taglio del gas), istruire l'emissione di gas - attendere un certo tempo (attesa di gas) - emissione di luce - elaborazione.
(2) Il gas (gas di protezione) che mantiene sempre una certa pressione durante l'intero processo di lavorazione, la sequenza di lavorazione: comandare il gas di protezione - pretrattamento della piastra (leggere i dati di lavorazione e definire l'origine, ecc.) - comandare il gas di puntura - comandare il laser di foratura - comandare il gas di taglio - comandare il laser di taglio (taglio contorno) - fine del taglio del contorno - individuare rapidamente il contorno successivo - comandare il gas di puntura - comandare il laser di foratura - comandare il gas di taglio - comandare il laser di taglio ( taglio del contorno) - Fine del taglio del contorno - ciclo - fine del processo di taglio - chiusura del gas di protezione - fine del programma del gas.
5. Dati ragionevoli del processo di taglio
L'utilizzo di dati ragionevoli sul processo di taglio eviterà il verificarsi di contaminazione della testina di taglio causata da un taglio anomalo.
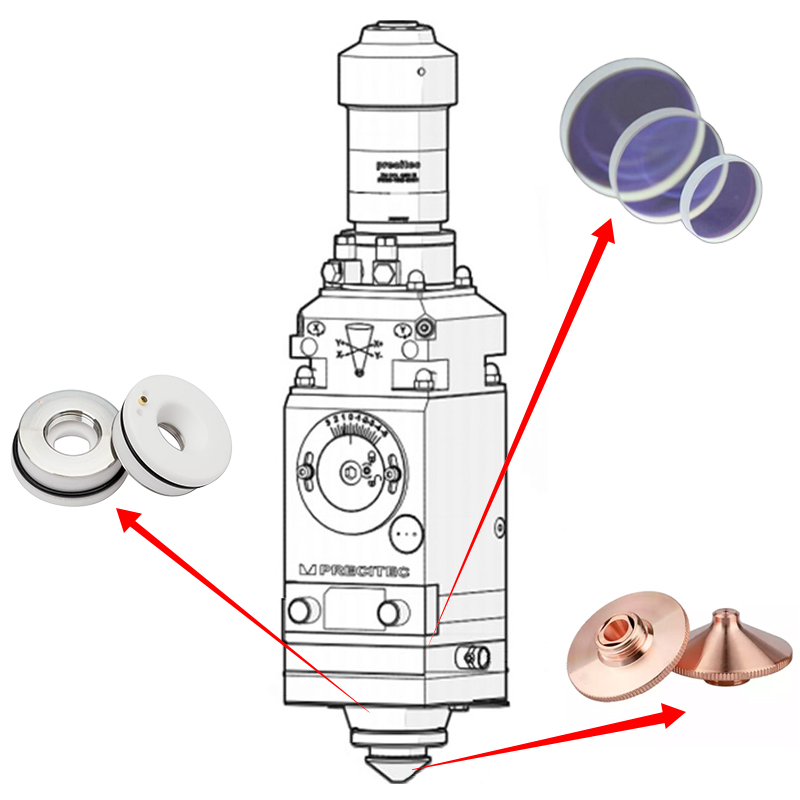
6. Utilizzare parti soggette ad usura qualificate
La scelta di parti soggette ad usura qualificate come occhiali protettivi e O-ring aiuterà a sigillare la testa di taglio.
7. Metodo operativo corretto
Utilizzare la macchina utensile correttamente secondo i requisiti di utilizzo del fornitore dell'attrezzatura.
8. Metodo di manutenzione corretto
Assicurarsi che la testina di taglio sia pulita e asciutta e pulirla quotidianamente.
Epilogo
Attraverso l'applicazione del suddetto metodo di prevenzione dell'inquinamento, la condizione di inquinamento della lente ottica nella testa di taglio della fibra ottica viene notevolmente migliorata.L'applicazione pratica dimostra che finché viene eseguita una manutenzione regolare e viene prestata attenzione ai dettagli, le parti non verranno tagliate e scartate frequentemente, la durata dell'obiettivo sarà prolungata e l'efficienza produttiva dell'attrezzatura sarà migliorata.
Orario di pubblicazione: 20-08-22



